LabelOn™ is introducing the newest addition to its line of labeling machines, the LabelOn™ Mini Series.
LabelOn™ Mini are Tabletop Labeling Machines with smaller footprints designed for smaller businesses or start up companies who understand the struggle of placing labels to their products by hand. They can be widely used in different size bottles designed for smaller production run.
The LabelOn™ Mini Tabletop Label Applicators do everything their more expensive counterpart machines do, but with the fraction of the cost. The demand for these smaller labeler machines is undeniable. Highly accurate, they will apply your labels quickly and efficiently which saves you valuable time and make a huge statement in the appearance of your finished product.
Suitable for various flat products such as plastic boxes, DDR, note book, aluminum foil bags, etc. It can be connected to production line to increase production.
Labeling Machine Features:
Adjustable labeling height and angle.
Digital control panel controls labeling speed and labeling delay time.
Easy to set and read, user friendly Microprocessor and LED screen.
Automatic label sensor detection with built-in label stop position ,auto-adjustment
No adjustments needed: built-in conveyor automatically matches label speed.; with labeling spacer and counter.
Labeling accuracy ±1mm (±1/25th inch)
Labeler Machine Specifications:
Footprint size 950mm (37 inches) long x 580mm (23 inches) wide x 730mm (29 inches) tall
Label Roll 75mm (3 inch) core inner diameter; 300mm (12 inch) outer roll diameter
Power 110v 50/60Hz
Label head stepper motor, Labeling speed: 30~60 pcs / min (depends on containers and labels size)
High quality aluminum alloy and Stainless Steel construction.
If you have requirements of 1000 pcs a week or more, the LabelOn™ Bechtop Flat and Oval 1 or 2 labels machine will pay for itself extremely quickly. It will also make your shelf presence look like you were using accurate packaging equipment 4 or 5 times more expensive than this unit.
We can even configure this machine (at point of manufacture) so that it achieves an astonishing feat – a single full wrap of an oval product!!
Flat and Near Flat Label Applicator
Labeling Machine Specifications:
Series: LabelOn™ Benchtop Model: Flat and Oval One or Two Sides Labelling accuracy: ±1.0mm Typical Labelling speed: 8 to 15 Pieces / min Product Height: 25mm to 250mm Product Width: 25mm to 150mm Product Thickness: 5mm to 125mm Label Length: 12.5mm to 250mm Label Height: 12.5mm to 150mm Label Roll Core: ID Φ76 mm Label Roll Diameter: OD Φ280mm Machine Dimensions (L × W × H) 850mm×410mm×720mm Power supply: 110/220V 50/60HZ Total Power: 145W Air Pressure (Mpa): 0.4 to 0.6Mpa
If your labeling tasks are now reaching 500 products a week or more, then you will appreciate how much time you will save with this and how much more consistent your product can look when you apply your labels with a semi automatic process.
Suitable for projects and labeling tasks where you have in excess of 500 products a week. This is a simple, cost effective mechanism to get your processes in line with being able to supply the small, the medium, and gearing up for the big guys.
The next step from this range would be the LabelOn™ Mini where you have a small footprint inline machine with its own conveyor. This range is small to medium volume labeling capacity.
Following the Mini Range is the LabelOn™ Basic range where you have a medium footprint, higher capacity dedicated product range capability with medium to high volume labeling capacity.
The step beyond the LabelOn™ Basic range is the LabelOn™ Modular or Contractor range. This is a full sized inline machine with unparalleled versatility and configured for the most efficient and intuitive product changes possible.
Flat and Near Flat Label Applicator
Labeling Machine Specifications:
Series: LabelOn™ Benchtop
Model: Flat and Near Flat
Labeling accuracy: ±1.0mm (±1/16th inch)
Typical Labeling speed: 8 to 30 Pieces / min
Product Height: 25mm to 190mm (1.0 inch to 7.5 inch)
Product Width: 25mm to 190mm (1.0 inch to 7.5 inch)
Product Thickness: 2.54mm to 190mm (0.1 inch to 7.5 inch)
Label Length: 12.7mm to 127mm (½ inch to 5.0 inch )
Label Height: 12.7mm to 127mm (½ inch to 5.0 inch)
Label Roll Core: ID Φ76 mm (ID Φ 3 inch)
Label Roll Diameter: OD Φ304mm (OD Φ up to 12 inch)
Machine Dimensions (L × W × H) 711mm×387mm×355mm (28 inch×15¼ inch×14 inch)
Power supply: 110/220V 50/60HZ
Total Power: 200W
Air Pressure (PSI): 40+ PSI
If you have a requirement for Serious and Consistent Production where you need to label 1000 round products a day or more, the LabelOn™ Benchtop Round Bottle Applicator with waste paper rewind is a great solution. This machine can do up to a single full wrap label and can be fitted with the option to place two labels onto the product (front and back).
The Product is Driven at the Point of Label Application. This is a far more Positive Action than hoping a label will wrap around a product that is spun by the supporting rollers it sits upon.
Round Bottle Applicator
Labeling Machine Specifications:
Series: LabelOn™ Benchtop Model: Round Products 1 or 2 Labels (optional) Labeling accuracy: ±1.0mm±1/16th “ Typical Labeling speed: 8 to 20 Pieces / min Product Height: 25mm (1″) to 304mm (12″) Product Diameter: 6.35mm(¼ “) to 165mm (6.5”) Label Length: 12.7mm (½”) to 304mm (12″) Label Height: 12.7mm(½”) to 127mm (5″) Label Roll Core: ID Φ76 mm (3″) Label Roll Diameter: OD Φ304mm (12″) Machine Dimensions: (L × W × H) 762mm (30″)×406mm (16″) ×431mm (17″) Power supply: 110V 50/60HZ Total Power: 200W (Approximately) Air Pressure (PSI): 40+ PSI Adjustable Product Holder to do Diameters: ¼ ” to 6.5 “
Material Liner is what we call that piece (or pieces) of what looks like paper inside product caps. It is also referred to as induction foil, induction sealing material, foil seals and induction seals among others. Many people are unaware of the purpose they serve to the product aside from being a protection seal or a tamper proof seal.
Material Liner Purpose
Material liner within caps can be one piece or two pieces depending on the expected purpose of the lining material.
Single piece cap liners are often present in smaller sized containers in which the product is likely to be consumed after opening. Its packaging is regarded as being one time use packaging. In this instance, the liner functions as protection until the product is opened. No other material is left inside the cap.
Larger packs or bottled items are not likely to be completely consumed right after opening. The consumer is more anticipated to reclose the container and store the product. The caps used on these conditions have demands for caps that reseals effectively. Upon close examination, the caps used on these kinds of merchandise have laminated foam within. This lamination enables the cap to reseal the container upon closing to maintain product freshness. The laminations within the cap as well as the removed tamper evident seal on the product are referred to as two-piece cap liners.
Deciding on the best components and structure of your foil seal is essential to guarantee the proper amount of protection for your merchandise. We can help you in selecting the type of material as well as the construction suitable to your application.
We have induction sealing materialsavailable in many variants to fulfil almost any standard or individualized product packaging requirement which are safe and meet the strict specifications set by the Food and Drugs Authority.
Effective for products that must be kept free from contamination, oxidation and moisture, tamper evident hermetic seals are best suited for use in the following production:
Food & Beverage
Drugs
Alkalies
Acids
Oils
Organic solvents and products
Flammables,
Powders
Pellets
Other products
Induction foils are generally supplied to the closure manufacturers. Developed over 35 years ago, induction sealing, in the beginning, was designed to eliminate leakage of chemicals from plastic bottle caps. At present, this method works extremely well with most style container and closure.
Induction Sealing Process
The caps are supplied with an induction foil waiting to load into the capper. The container is then filled and capped, using the caps that are pre-lined with the induction foils.
The capped container is then transported down the conveyor line and travels underneath the induction sealing head. The electromagnetic field generated by the sealing head penetrates the cap and the aluminum foil layer. When the field permeates the foil, it causes an electrical current which melts the liner’s sealing film. The foil cools down as it leaves the induction field causing the heat seal film bond to the container. Once the cap is removed, the aluminum foil remains bonded to the lip of the container.
You can trust our team of experts to provide you the best solution to your application requirement. Contact us today!
As we deal with so many cap manufacturers we are able to source and supply you with the cap and cap lining material combination you are looking for without the need to separately supply you with cap lining material. The caps are supplied from cap manufacturers for whom we have an established trading relationship.
These cap manufacturers will almost always sell through third parties and we have qualified with many cap manufacturers to be that third party. We insure the pricing we supply is equal to or better than if you had gone to other third parties or EVEN the cap manufacturer themselves.
Our knowledge and involvement in the supply of Cap Lining Material, Lining Inserting equipment for the cap manufacturers and induction sealing equipment for the end user means we can help source “get-it right first time” combinations of caps with cap lining material and supply at very competitive pricing.
We believe there is no better value medium priced “High End” Induction Sealing Equipment. There are unique features to allow process validation and adjustable width sealing head tunnels are available.
An Air cooled system (Absolutely no need to water cool the induction head).
Compact construction for easy integration into the filling line.
High power efficiency thanks to the configuration of the power circuits and the use of IGBT modules.
Sinusoidal output waveform (Not Square or chopped).
Constant and Precise Output power due to the configuration of the regulation circuits.
Easy to use controls that display operating parameters and alarm signals.
Remote control Start-Stop interface.
Power variation monitor which can be set by the user to activate an alarm.
Manufactured in accordance with EN-60204-1 standards, Electromagnetic (EMC) compatibility in accordance with EN-5511 and EN50082-2 standards.
Motorized height adjustment
Set-Up Validation providing an Energy absorbed reading- A key advantage over Nearly Every other make
Depending on the range of product and cap/lid/closure shapes, different sealing heads can be supplied.
Options include:
Missing Foil Detection with Bottle Eject Mechanism or Signal
Bottle Accumulation Detection to avoid the situation where bottles are stalled under the active sealing head.
Pressurized Cabinet version to work in dangerous areas.
Fieldbus connection to the production process ASI/PROFIBUS/CAM OPEN/DEVICE NET
Integration of power regulation proportional to the speed of the conveyor via feedback from your existing conveyor’s speed controller. This is another key advantage that MeRo are able to offer over nearly other make.
Because we supply the “big boys” with cap lining material we know our field and we utilize piggy-back productions and stock rolls to be able to service large and small clients alike.
Pre-CutCoffeeText Markup01
1.0 Valued Clients with Small Scale Cap Liner Requirements:
For the contract Manufacturer, Cosmetics Company, Boutique and Cottage Food Industries, Spices and Small Enterprises, the use of induction liners can give a big boost to their product image and integrity. Finding caps with the liners you need can be difficult or not yet available in the smaller quantities you are dealing with. Loose packed pre-cut liners can be supplied with very short notice; within 2-3 weeks and sometimes much faster. We are at the concluding stages of developing IP that will see lead times fall to well within one week. We use methods that enable cutting tools to be produced for hundreds of dollars rather than thousands of dollars so if your size is unique do not worry.
2.0 Larger Scale requirements and working with Cap manufacturers:
We are introducing tube packed pre-cut liners as an alternative to the more traditional roll form supply of cap lining material.
2.1 Small Scale Cap Liners
Tube packed pre-cut liners are introduced for the small scale and pilot projects as it solves labor considerations and can be combined with cost effective budget liner-insertion-machines.
2.2 Large Scale Cap Lining
In a kind of paradox, the very large scale projects are often best served with pre-cut tube packed liners. The liner inserting equipment is of a much higher sophistication level but the pay-off comes in the better material yield, the elimination of maintaining knifes and dies, the elimination of dust and particle consideration, the more efficient shipping costs for the lining material and the elimination of disposal consideration for the waste generated from cutting from roll form stock. Behind the scene of pre-cut supply, the more savvy pre-cut liner manufacturers also have scavenging and recycling techniques in line with their pre-cut operations to make use of the offcuts generated and this results in a cleaner environmental footprint for this format of cap lining material.
2.3 Innovative Pre-cut Cap Lining Options
We also supply pre-cut liners with innovations that are quite unique and specific to the pre-cut format. Liners with backing having built in pull tabs often require a pre-cut format of cap lining material.
Roll Form Cap Lining Material is supplied to our clients that use Liner Insertion Machines and it can also be supplied clients that are using Capless Induction Sealing Equipment that is roll fed. Usually our clients are dedicated caps and closures manufacturers or importers. There is a growing trend for some of the higher volume FMCG manufacturers to bring cap and bottle production in house and they are pleased o learn we are able to assist with Roll Form Cap Lining Material.
We supply “get-it-right first time” induction sealing equipment that represents a best value proposition for your needs. For less demanding tasks the CE certified SealerOn™ For more demanding tasks we have teamed up with MeRo Italy; European OEM.
Whatever your project and whatever its scale we are able to apply our experience and range of equipment and materials available to become your partner in the supply of Liner Insertion Machines.
It is an excellent approach to first understand the main purposes of applying tamper evident seals and induction seals to bottles and jars prior to choosing which one to utilize in your application.
For induction sealing the key benefits from that type of seal include:
a) An evident proof to show the end user that the contents of the merchandise were not opened.
b) It work as oxygen and moisture shield to preserve the reliability and shelf-life of the goods. For this reason alone, inductions seals are known to be freshness seals.
c) Removes leakage out of caps. Plastic caps are often closed pretty tightly right after their bottles are filled. Caps loosening and leaking goods are direct results of temperature modifications and vibration while in transport, frequently compromising considerable parts of product shipment that become hard to retail if not impossible.
d) To present the product in a professional manner that show the manufacturers’ concern on the best practices of good product selling.
For pressure sensitive sealing – sometimes called PS22 Wadding the primary advantages of that form of seal are diminished:
a) A visible tamper evident barrier indicating to the buyer the contents of this product have not been compromised.
d) To provide a professional finish that appears similar to the amount of care used by manufacturers using induction sealing.
You’ll be able to carefully peel the liner off the neck of the bottle containing pressure sensitive wadding and merely tighten up the cap by making use of pressure to be able to reseal the bottle with virtually no equipment or tools needed. By doing this bottle sealing with pressure sensitive cap sealing is a bit more visual than practical.
Pressure sensitive cap lining material normally has no foil barrier and thus has little to no barrier qualities to prolong shelf life or keep freshness. Several liquid products are not fitted to PS22 cap sealing because it is glue based.
Why is it that businesses choose pressure sensitive sealing materials over induction foil sealing? In some cases it is lack of knowledge of the induction sealing process and in other cases it is the “poor man’s” form of a tamper evident seal.
Another reason is the fact that Induction sealing tamper proof evidence requires induction sealing machine while pressure sensitive sealing requires no machinery whatsoever.
From USD$3500.00, you will find “safe” bench top induction machinery. Many hand-held induction machines, offer for sub, starts at USD$1000 and manufacturers of that level of equipment refuse to offer safety certifications or advise that they do not “yet” have the certification.
An induction machine is not like a toaster or a kettle so watch out for anybody offering toaster or kettle price tags for induction sealing equipment. An induction machine works with high currents and produces high degrees of magnetic and electrical fields.
Bear in mind on some retail products within your shelf with pressure sensitive seal – that although it looks tamper resistant, it is merely ‘tamper evident’ at best. The company making that product is getting the lowest cost path to providing you with an appearance which resembles but in no way works like an induction seal or a tamper proof seal.
On cases where the foil sits further than 4mm from the cap’s top surface, tunnel induction sealing head will allow you to seal it. Usually, this is the scenario with twist top spouts, flip top lids, sports drink caps, sipper caps or shaker caps.
When a coil shaped elongated coil generates high, rotating magnetic field, induction sealing occurs. The coil that carries a magnetic field is generated as well as, shift course several thousand times a second.
This magnetic field can pass through plastic or air. If it comes across metal, then it will work on producing current in the metal parallel to the coils that made the magnetic field.
A magnetic field produced from a “point” dissipates with the cube of its distance from that point. Generally, the magnetic field of an induction sealing machine ought to be within 5mm or ¼ inch from the sealing foil to have significant production speeds.
A number of cap variety do not match the standard flat top profile which presents a challenge to bring the magnetic field of the heat sealing equipment to within 5mm or ¼ inch from the sealing foil.
These types of specialty caps require an adaption from your standard flat coil sealing head to a tunnel sealing head. The Coils are designed to pass within the tunnel. The tunnel permits the protruding feature of the specialty caps to pass through the machine without moving the plane of the magnetic field farther away from the sealing foil within the bottle cap.
On the SealerOn webpage there is a youtube icon that will link you to videos showing SealerOn™ heat sealing or more accurately induction heat sealing using a tunnel sealing head.
Relying on the combination of cap and foil, the SealerOn™500 with a sealing tunnel installation has a speed capable of up to 10 meters per minute or 30 feet per minute.
The MeRo adjustable tunnel sealing machines are designed for faster induction sealing. These machines have the added and unique feature of having an adjustable width sealing head. This feature allows for higher concentrating and focussing of the induction field for increased sealing speed. A MeRo 2Kw unit is capable of sealing at sealing speed up to 30 Meters per Minute or 90 feet per minute depending on the cap and foil combination.
Less time required beneath the sealing head defines efficient cap sealing, which lead to higher production speed.
Flat profile sealing head allow an increased variety of cap sizes and permits the sealing head to be positioned at an angle over the product’s route to receive a sealing of cap diameters which are even wider than the coil winding pattern within the sealing head. Potentially a flat profile sealing head can seal caps from 30mm to 110mm wide. Not being able to seal specialty caps and lower speed throughput are the trade-offs for the flexibility of this profile.
Because there are unseen factors that can significantly affect the sealing performance of an induction it is always recommended to have induction sealing process validation.
The sealing machine may be bumped on a small angle, a slight height adjustment might have been made, large bottle height variations, and conveyor speed variations can all significantly impact on the induction sealing results.
Visual Inspections Process Validation for Induction Sealing
Actually, this method can be the best method of all; especially when you have well-trained operators experienced in what induction foils look like when they have received the correct conditions for a good seal.
Some things to look for include:
A Concentric heat pattern in the foil; if you hold the foil to a light source at the correct angle you should see a smaller circle where material has not been heat affected. This means the seal has heated from the outside inwards in an even pattern; hence an even seal
Overheating – there are a number of factors to show if there has been overheating including – visual discolouration of one or more layers of the induction foil, bubbling or creasing, a flattening of the bottle neck, melting of a backing resealing foam (if present)
Uneven heat sealing; linked in some ways to a) above a foil can look well sealed but an uneven heat seal can result in areas of the seal being too firmly “welded” or very lightly welded an likely to “pop loose with a little pressure on the side walls of the bottle/container
Provided you have operators in each shift that are well trained in the above areas to look for then the “subjectivity” of a visual process validation is reduced and the validation will hold more merit.
If you have doubts that you will always operators trained or experienced enough to cover what is required for a reliable visual process of validation for induction sealing then there is the simple option of a Linepatrolman™ which has no more controls than a reset button.
This unit needs no programming and simply provides an integrated count of the energy seen by the testing cell passing down the same path as the products.
The Benefel web site has a good animation of the Linepatrolman™
In this animation the count gets up to “50”. If that reading worked for the last batch and was confirmed to be a good reading by a very thorough visual inspection (and some leak testing), operators would look to obtain similar readings in subsequent production runs of the same product.
A reason that many need an induction sealing measurement is because the energy transferred by an induction sealing machine to the foil of an induction seal within a cap is a time and position dependent process. If for any reason the product passes through the induction machine at a different speed, the induction sealing result will be different. To an operator a 10% change in the speed of a product conveyor may not be noticed. To an operator a 1mm height adjustment of the sealing head may not be noticed or a 5 degree angle change in guide rails may be missed. The induction sealing setting on the induction sealing machine may not have changed at all, yet the sealing results could have changed significantly!
The Line Patrolman™ is a unique process validation tool that will pick up variations in energy transfer in what may look like an identical set-up to the last time an induction machine was run. This tool takes way the guess work on what energy is being transferred and provided operator confidence that the machine is set to the best it can be set.
In many developed countries, the main demand and sales for Hang Tabs is generated at the Point of Sale (POS).
These developed countries have most of their non-food products produced and packaged in lower cost areas such as Asia and in particular China. Where manufacture takes place in the developed country there is the opportunity to supply Hang Tabs to these regional manufacturers. These opportunities are quite rare as the Hang Tabs are usually applied by hand except in very large scale packaging operations where they may be applied using labelling machines.
Applying Hang Tabs by hand is a costly business and the trend for hang sales of goods manufactured in these countries is to insure the hang sell feature is built into the packaging. In some instances it is difficult or even not possible to have a built in hang sell feature. A good example of where a Hang Tab is necessary for hang sell is where goods are shrink-wrapped with a film of plastic and there must not be any holes in this plastic.
Nevertheless, most Hang Tabs sales are to the point of purchase.
Retail shops need to maximise their sales which can be very dependent on how they display their best selling items and items they wish to promote. It can be costly for shops to hold on to stock for too long as it is capital tied up and even worse capital lost where goods have a shelf life.
Bringing goods up to the eye level of clients and providing more choice and variety within the confines of the retail space available is a key priority for the shopkeeper. Hang sell of products is a key way to achieve better product visibility and higher density displays. The tools of Hang sell are Hang Tabs, often referred to as display hooks or Do-Its or even Scotchpads and display strips also called hang strips.
The hang tabs consist of clear pieces of plastic which are partially backed with adhesive. The adhesive section sticks to the product to be displayed and the non-adhesive section with a hanging hole profile projects above the product. The product having been converted to hang sell is now hung from pegs, rails or hang strips.
Another reason why the POS will need hang tabs is to repair hang sell items that have damaged. Often cardboard products with a Hang Sell built into the cardboard can tear. Another common problem is when hang sell holes are cut into packaging like lollies and the cut is not clean. In these instances the hanging hole can be weekend or not even present. Large supermarket chain stores will go through hundreds of thousands of hang tabs just to repair broken hang sell packets.
While many shops continue to use older or more traditional format Hang Tabs such as those supplied in rolls or in sheets there is a growing awareness of the Pad Format Hang Tabs. While the Pad Format Hang Tabs may cost one or two cents more per Hang Tab the added convenience of this format should easily pay for itself. Pad Format Hang Tabs enables shop staff to easily carry 200 Hang Tabs in their pocket at any time and as these Pad Format Hang Tabs have five to ten times less backing paper per Hang Tab they take up much less space. Sheet form and roll form Hang Tabs can be stuffed into a pocket but the pocket needs to be fairly large pockets and there is a strong likelihood Hang Tabs will be lost or spoilt by coming off their backing while still in that jammed pocket.
When there are unknowns for a supplier or tradesperson that needs to quote you for a job, their only responsible way to quote you is to find out all they can about your job and then quote you a price that will allow for what is known and add a “contingent factor” into the price. If all goes to plan in providing the service and very little unknowns affected the Job, the supplier ends up making more money from the Job. If there are too many unknowns that have affected the job, the supplier could lose money should they have not allowed enough of a contingent factor into the price. Undeniably true, there are suppliers that cut corners when they find out they stand to lose money on the job. Some only do the very least to meet their commitments or worse, abandon the job which cause losses to everyone.
The more experienced supplier or tradesman, with excellent reputation will approach a Job by taking the time to thoroughly understand the job and insure their client also thoroughly understands the job. Due to their expertise, such suppliers could identify some of the unknowns in the job and will be able to provide an accurate quote thereby lowering down the contingent factor built into the price. These suppliers know a problem properly identified is more than half solved.
The supply of self-adhesive labelling equipment is very much a problem that needs to be “half solved” through a process of identifying what is involved thoroughly before moving on to the quotation and eventual supply phase. Be wary of future suppliers that require very little information before quoting you on a job. It is possible that there is either a higher “contingent factor” built into the price or there will be parts that will be neglected on purpose.
An experienced machine supplier like LabelOn™ will take you through a thorough process of identifying what needs to be known before giving you a price for the machine they will supply.
Fast price range can be acquired from LabelOn™ which will be reduced down during formal quotation process.
Knowing the above mentioned facts, what will your self-adhesive labelling machine supplier need to know?
For self-adhesive labelling bottle, shapes are classified into Flat-Sided, Oval and Round. Within the Round classification there are sub classifications of cylindrical, tapered and those with an orientation feature. The most likely orientation features on a round product include handles or flat panels, markings or the need to orientate the body label with another label or marking already on the round bottle.
Height, length and thickness help identify the bottle sizes. In the case of a round bottle it is the height and diameter that will usually best describe their dimensions. The bottle labels will be supplied in rolls. The range of label roll diameters and heights are important information to include in any machine proposal.
The label panel on a product is the area on that bottle where the labels are expected to be placed. It is important to identify if the product labels need to be placed on a recessed surface on the bottle – especially for round bottles. Equally important is to know if the product label area has sufficient room for the common variations in bottle dimensions added to the common variations of label placement. For round bottle labels, there is a need to identify if the application calls for a single or more than one label. For single product label, there is a need to identify the percentage wrap of the bottle label. Soon after collecting all this information in writing, pictures showing the obtained data should be put together for machine proposal records to make sure that no pertinent considerations are missed.
It is a good practice to acquire a quick budget range for your labelling equipment prior to contacting a supplier. If your budget meets their price range, make sure that most, if not all, of the above mentioned considerations are extensively covered in any future formal quotation presented to you
To be able to understand what shape sealing head is the most suitable on an induction machine, we should learn first, precisely how induction sealing occurs.
The sealing head is the portion of the machine that is put over the path of the product cap or lid. Inside the sealing head is typically long oval shaped coils of thick wire that deliver high current that alters direction many thousands of times a second. The coil that contains a magnetic field is generated and in addition, adjust course several thousand times a second. The magnetic field will get weaker as it progresses away from the coil that made it to begin with nonetheless it is able to travel through air and plastic. Coming across metal, it will act to produce current.
Heat sealing machines function a little different. It is waiting for a product with metal laminated foil in its cap. The magnetic field from the sealing head acts to generate current in the laminated foil and the laminated foil gets hot. There is a layer that is laminated to the foil that turns wet with the heat or melts. When the product has completely passed from under the sealing machine, the foil will begin to cool and the layer that became “wet” will set to bond the laminated foil across the opening of the product.
It can be understood from the above principle that bottle or product sealing with the utilization of induction machines will rely on the time the product is under the magnetic field and how close it becomes to the origins of the magnetic field.
There are two distinct shapes of sealing heads for cap sealers being Flat profile and Tunnel profile sealing heads.
The Flat profile sealing head is suitable for “Standard Flat Caps”. A “Flat Cap”, typically speaking, means a cap where the plane of the induction liner is at 4.0 mm of the plane of the Cap’s top surface.
Tunnel Profile sealing head is best for “Specialty Caps“. Typically, the Tunnel Induction Sealing Head permits cap sealing in which the foil is located far than 4mm from the top surface of the cap; this is regular with twist top spouts, flip top lids, sports drink caps, sipper caps or shaker caps.
The magnetic field concentrates to a place inside the tunnel profile because of the tunnel sealing head thus delivers stronger magnetic fields over a generally smaller width route for the products moving below. A Tunnel sealing head also makes it possible for the coils inside the sealing head to have a route lower than the top of the product caps. This end in delivering the foil inside specialty caps closer to the magnetic field. The disadvantages of employing tunnel profile sealing head is the constrained array of cap dimensions it can efficiently seal and that it is not effective with big caps. MeRo™ brand induction sealer, nonetheless, is the exclusion to this concept. MeRo™ can, typically, cater for a range of specialty caps with an adjustment of 30mm and can seal cap diameter between 30mm to 60mm.
Better production speed is achievable where there is efficient cap sealing – less time beneath the sealing head.
Flat profile sealing head permit a larger selection of cap sizes and permits the sealing head to be positioned at an angle over the product’s route to obtain a sealing of cap diameters which are even greater than the coil winding pattern within the sealing head. Possibly a flat profile sealing head can seal caps from 30mm to 110mm wide. Decreased speed throughput along with the inabiility to seal specialty caps are the cons of this profile sealing head on a heat sealing head.
A number of business owners or flourishing companies are turning up on the retail and wholesale market having a good potential product that will land them a good market share and even create a brand new market. Many are broadening their selection or growing their output capacity.
Each one is confronted with the very same concern; when is it time or when is it warranted to invest funds on a label applicator. Let’s study the 4 probable payback areas for automating your label application in an effort to respond to this inquiry.
1.0 Production Throughput
An in-line pressure sensitive label applicator will typically pick up labelling speeds from under 15 pieces each minute to approximately around eighty goods per minute for many applications as compared to manual or semi-automatic labelling. Labelling may typically be automated at between thirty five and forty five pieces per minute for many round products that call for orientation. This will enable swift turnaround of medium and big orders, eliminating bottle neck in your premises.
2.0 Product Presentation – Consistent, Accurate Label Placement
When presenting your merchandise to the market, eliminating the common mistakes of labelling such as label creasing and also irregular label setting will make a big impact. First impressions count and if you have a new product completely ready for the market you must be conscious about how soon an initial impression is created by people based on the first couple of seconds of simply looking at the presentation. Start up companies can achieve automated labelling results by means of an automatic labelling system through contract manufacturers or hiring systems.
3.0 Automating your production – A Good First Step
Often, the first piece of in-line equipment invested in by a company to manufacture in house is the labeller. Modular systems with the flexibility to deal with numerous range of shapes without any or marginal change parts are the most effective systems. In-Line Labelling machines will normally have a conveyor of length 3.0 meters or less and can feed on to gathering tables or close to the end of a selection and packaging table where by operators remove, check out and package the finished goods.
4.0 Production Cost Savings – Installations can have payback periods of 6 months or less
One area of underestimating expenses for those starting out in business is the time and cost of manually putting on labels. Aside from the “costs” related to the first three considerations in the above list you can find considerable labour expenses to be saved. To be able to manually label a container or product in the western world, the real cost is anywhere between 3 cents to 20 cents per container. Pace in manual labelling can rarely be held; a speed of more than 15 labels per minute eventually ends up to six labels per minute – 1 in every ten seconds. In Asia, where manufacturing cost is lesser, this might work out to be 2 cents or less per label. In higher cost manufacturing bases like Australia, Europe, the USA or South Africa this labelling cost is more likely to rise towards 5 cents per label for every product. Do remember some products have 2 labels or even three labels.
Justifying the acquisition of a labelling system varies; several businesses can benefit in every 4 areas at once while some may benefit on just one of the above criteria. When taking into account a labelling system you should contemplate all four major reasons in the above list and how they might apply to your circumstances.
Whether or not to move to a more in depth machine proposal and eventually proceed through formal machine proposal, machine suppliers providing the Label-On™ modular system of labelling can quickly assist you.
Sanstrap is a clever pallet strap with substantial flexible strength produced from eco friendly PE film. Simple application delivers superb pallet load stability within minimum time. Perfect to secure pallet loads of: cartons, drums, pails and rolls.
The introduction of this elastic stretchband in the past can be regarded as a form of emerging trend inside the product packaging market. By simply placing an elastic stretchband on the upper layer of a pallet, a high system stability is the outcome. Because of its straightforward application (rather than the use of adhesive tape, for instance) and without harming the product packaging – it is especially recommended for intra-company transportation.
Fruits and Vegetables
In the successful marketing of perishable goods like fruits and vegetables, fast transportation and distribution with minimum damage during shipment is very essential. Crates and boxes are often used for storage and movement of goods. Prior to the movement of goods, the pallets need to be secured to prevent high stacked pallets from falling or shifting during movement. Different methods can be applied:
Stretch wrap or adhesive tape both take time to apply and time to remove. Adhesive tape can damage the boxes and it is an unpleasant product to work with, noisy, sticky and sometimes sharp. Stretch Wrap is time consuming and to apply it takes far longer and may require dedicated packing stations and equipment.
Sanstrap product is a pleasure to use and easy to apply. It is also very easy to remove. And it is a plastic that can be recycled.
While the shape and condition of trucks or vans are essential elements in fresh produce transportation, the actual loading and stowing techniques are relevant to damage and loss:
the best loading factor should be attained, which is the maximum load that could be transported economically under satisfactory technical conditions;
the dimensions and design of packages must provide sufficient degrees of venting of contents with the least wasted room, and the packages needs to be sufficiently strong to safeguard the contents;
loading and unloading need to be correctly monitored to avoid reckless handling of packages; loading aids like trolleys, roller conveyors, pallet or forklift trucks has to be employed where possible in order to lessen the handling of individual packages; the use of Sanstrap palletbands can be employed when loading and unloading stacks.
stowage has to be cautiously carried out to prevent collapse of the stow for the duration of transport; Sanstrap stretchbands provide easy access to the cargo.
packages must not be piled greater than maximum recommended by the producer, otherwise the lower tiers may possibly collapse under the weight.
packed produce has to be shielded from the weather all the time including in the course of loading and unloading;
If the load will be dispersed to a number of destinations, packages has to be loaded backwards to which they will likely be unloaded, i.e. last on, first off; concurrently, the load has to be distributed equally around the vehicle.
Hang Tabs are usually clear pieces of plastic with a hanging hole at the top and an adhesive section on the bottom. The hanging hole is usually one of four popular shapes; Euro Slot, Delta Slot, Round Hole or a Hook.
Hang Tabs are a quick and efficient way to add a hanging option to products. Products in need of hang tabs include those where a hanging hole is not already in the packaging , where a hanging hole cannot be incorporated into the packaging (a common example might be a box of Condoms) or when the product does have a hanging hole but that hole needs to be repaired or reinforced.
Hang Tabs or self-adhesive hooks are most often supplied in sheet form and in roll form. In the sheet format there may be anywhere from 4 Hang tabs to 20 hang tabs supplied on a sheet of backing paper. Then many sheets are packed into a bag or a box. Sheet form is really the most basic format of hang tabs supply and is often the cheapest format. Hang Tabs are often also supplied in Roll form. The roll format is useful when using a mechanical or electrical applicator in very high volume applications. In any other type of application the roll format sticky hook can be a clumsy format to use in a store or production line; it may be the only format available from some smaller hang tabs suppliers.
A third format of Hang Tabs is the Pad form hang tab. This clever format of Hang Tabs involves a “stack” of 5 to 10 pieces of Hang Tabs one on top of the other. The Top hang tabs is peeled off the stack and applied to the product. The hang Tab below becomes the next Hang Tab to be peeled off and applied; repeated until the bottom/last hang tabs is peeled off a common backing paper. This Pad format hang tab probably inspired the brand name “scotchpad”. Hang Tabs are sometimes referred to as do its associated to the products development by a company called Do-It. There are “Do-its” that are also Pad format.
The pad format allows for easy staff distribution and is a very useful format when shop floor staff needs to repair hanging products or look for innovative ways to lift the visibility of products by taking them to eye level using sticky hooks and perhaps Hang Strips. It is quite possible to comfortably carry 200 hang tabs on your pocket –something not very practical when considering the sheet or the roll form options.
In very high volume Pad Form hang tabs can work out to be the most cost competitive format as the amount of backing paper for the hang tabs is shared by the “Stack”. This can mean a PAD form hang tabs like the scotchpad range can have one piece of backing paper for 10 Hang Tabs. In Sheet format or roll format EVERY hang tab has to have its own area of backing paper. Also the manufacturing process of the Pad format can lead to longer lasting expensive die cutting moulds and this can be passed on to clients.
The pad format hang tabs is usually a “flexible hang tab”. A Flexible hang tabs has a rigid PET hanging hole section and a flexible lower sticky section. It is commonly know that when comparing the same size rigid hang tabs with the flexible hang tabs the maximum holding weights and endurance for holding weights is less for a flexible hang tabs (perhaps 25% less than a rigid hang tab). Making up for this loss in holding power is the Flexible Hang Tabs ability to fold down for packing. For example, a manufacturer adding the option of hanging their product using a flexible Euro Slot hang tab may not need to change their shipping cartons at all – given his products can be have the hang tab fold over the top of the product as it is put into the original shippers used in their packaging operation.
Suitable for various flat products such as plastic boxes, DDR, note book, aluminum foil bags, etc. It can be connected to production line to increase production.
LabelOn™ Mini are Tabletop Labeling Machines with smaller footprints designed for smaller businesses or start up companies who understand the struggle of placing labels to their products by hand. They can be widely used in different size bottles designed for smaller production run.
Can be widely used in various vertical round bottles. Suitable for small production.
LabelOn™ Mini are Tabletop Labeling Machines with smaller footprints designed for smaller businesses or start up companies who understand the struggle of placing labels to their products by hand. They can be widely used in different size bottles designed for smaller production run.
Why do people tend to shop in supermarkets? One top answer is, “Because they provide variety of products needed in everyday living.” Wait, did he say variety? How is this for variety?!
Supply and demandis probablyone of the mostbasicprinciplesofeconomicswhich isthebackboneof amarketeconomy. Demandidentifiesjust how much (volume) of aproduct or serviceisdesiredbyconsumers.
The greater a merchandise is needed, the greater the demand, the more the production expenses are amortised within each individual item and could be sold at a more affordable value towards the consumer. The law of demand states that, if all other variables remain equal, the greater the cost of a good, the less people will demand that good. Put simply, the greater the price, the lower the quantity demanded.
Most Common Steps in Manufacturing a Product
Take into account the volume of merchandise produced daily! The most typical stages in manufacturing a product prepared for retail market involve Filling, Capping, Sealing, Labeling and Packing. While each one of these can be carried out manually, by far, the most difficult and often frustrating task is applying self-adhesive product labels by hand.
If a labeling machine would carry out its job flawlessly, it would likely raise the effectiveness of all the preceding steps carried out to be able to prepare a merchandise market ready. There will be no rejects, no wasted labels and containers, no product thrown away and no natural resources wasted.
The Labeling Machine Responsibility for the Manufacturer
The manufacturer’s labeling machine has a big responsibility because it is the labeling that is the primary presentation packaging of the product. During manufacture, if this stage of production goes wrong it could push costs through the roof for the plant operators and owners resulting in necessary price increases to recover these costs which are passed on to the consumer (if they will accept them). Higher costs or poor shelf presence due to borderline labeling may ultimately lead to the loss of sales.
In production, when you are letting through a lower quality item by not rejecting it because it is considered borderline or perhaps the best your labeler is capable of doing, you are working against your business’ personality in the market place. If you are interested in preserving your product and company’s identity, it would make more sense to do the job right the first time instead of having to reject a number of produced items.
The Right Labeling Equipment
Look at the picture above and decide whether you can sacrifice the look thereby the quality of your finished product just because you have decided you wanted to save a few dollars instead of investing in the right labeling equipment.
Contact us today. We can certainly help you achieve your production goals.
This article focuses on self-adhesive label applicators. These are the type of label applicators that typically automatically apply sticky labels to bottles, tubs and/or cartons.
A good start to your search for labeling machines is to identify the benefits you hope to achieve by moving to automated product labeling.
The key benefits to look out for automating you product labeling are:
– Significantly increased production capacity
– Labour Savings on a per unit basis
– Consistency of label application and the product’s shelf appearance – especially important in the pilot launch volumes stage.
With the above benefits in mind it is a good idea to establish the maximum budget you can justify because properly allocating a capital expenditure budget will enable you to maximize the operational benefits that are available when selecting your labeling machine. There are a significant number of Label Machine suppliers ranging from almost unbelievably low cost China options to high end high ticket suppliers in Europe or the US. It’s a good rule of thumb to remember that for the very low cost options you get what you pay for. For the medium to higher end labeling equipment the thinking needs to change from looking for the lowest cost option to looking for the “Best Value” option.
Unmentioned Cost with Operating Labeling Equipment includes:
Labeling Equipment
1.0 Maintenance and Servicing:
Many higher end machine suppliers have significant size service departments and these service departments often report as separate operating units within the machine suppliers company, operating units that have to make a profit. To this end there is often little incentive for these machine suppliers to provide equipment that is intuitive to self-service or to supply parts at a low cost plus margin basis. These suppliers usually charge high call-out fees and hourly rates. On the up side you do get service and can operate with less technical staff or less technical contractors. On the flip-side low end machinery suppliers may not have adequate communications, machine records or service capabilities.
2.0 Product Change-Over:
Lower end machines are more dedicated and may not be able to accommodate for many variations in your product or label requirements. If they can accommodate for product changes the change over time can extend into a many hours long process requiring a great deal of fiddling to get right.
3.0 Staff Acceptance:
Often overlooked, machinery that is not intuitive or looks daunting to operate and service can be a hard sell to your operating staff. This cost can be the most costly one as machinery not properly accepted by staff will not be utilised properly or maintained properly.
The typical price ranges for a two labels (front and back labeling machine) you can expect for labeling machine suppliers would be:
Low End machinery USD 10,000 – 25,000
Medium End machinery USD 30,000 – 75,000
High End machinery USD 60,000 – 150,000
For all but the most basic applications with few to no product change-overs Low End Machinery should be avoided if you have enough budget allocated. For all but the most demanding high speed applications the High End machinery should be avoided.
For most applications, especially where some versatility is required, the medium end label applicators should be considered. When looking at these ranges of equipment do look out for the Best Value Labeling Machine Proposition.
Before spending on a capital piece of equipment like a label applicator, due diligence will usually require you obtain a number of quotations to compare; this is especially the case if you have not used label applicators before.
You want the best value piece of equipment that fits your budget to apply labels. This article seeks to assist you in logically prioritizing the quotes you have received and to help point out the key targets that must be satisfied.
1.0 Bottom Line – The Price
Here it is important to understand that the price and the cost of a machine are very different.
A very cheap labeling machine can cost far more than a medium priced machine if that machine causes significant line downtime with slow and difficult set-up procedures or unreliable mechanics and electronics that break down and need replacing. Imagine your line down for a day or a week with your staff still needing to be paid and your clients being let down with supply, not to mention your lost profits on your product.
A medium priced machine can cost more than an expensive machine if spare parts pricing is prohibitive or if machine service and back up is difficult because that machine does not have well thought out design features to facilitate fast over the phone fault finding or onsite swap out and replacement of parts.
2.0 Who really listened to you?
Looking at your quotation there will be some quotations that stand out because the people providing you with your quotation appear to have really “listened” to what you want rather than supplying a machine they want to supply you with template quotations. Quotations from people who listened are a good sign that you will be listened to in the future with after sales service and advice.
3.0 Were you dealing with a pawn or the king of the organisation?
Many machine sales people have little to no technical or management background so they will find it difficult to properly understand your requirements on these fronts. It is often far better to be dealing with some-one senior in a small to medium sized company who can assist in all facets of the machine supply from machine proposals to machine maintenance and operational advice. These key company people value long term client satisfaction and feedback far more than say a sales executive/manager in a large organisation.
4.0 Machine Service
A supplier boasting a big service team can indicate great after sales service but it can also indicate there is another self-funding business operating within that company. Spare parts are often a quick and easy way for machine suppliers to make fast money supplying parts you would find hard to source and charging out relatively low paid employees at top dollar rates. There is little incentive in such an organisation to solve your problems over the phone as they have a team that needs to charge out their time and needs to sell parts to make budget. A supplier of well-designed labeling machine like the LabelOn™ modular should be able to advise that well over 95% of machine problems can be sorted out over the phone and possibly with the courier of parts.
Machines that rely on service technicians to be available for a visit to sort out a problem can indicate machinery is not that well designed for intuitive fault finding and repair, machine records are not available for the client or a high maintenance budget is inevitable.
Watch our Filler and Heat Sealer Machine in action:
Fully Automated Filling Machine Features
The machine feeds empty tubs into three lanes of an indexing (Start-Stop) conveyor on the machine.
PLCs of the Filler and Heat Sealer talk to each other to time when filling takes place.
Sensors on the Machine check that tubs are loaded properly and that tubs are present when they are under the filling stations.
An accurate three head piston filler fills the tubs.
Heat Sealing Machine Process
The Filled Tubs are indexed to underneath a Heat Sealing Station.
Heat Sealing Foil has been indexed into place above the tubs and infront of a cutting and sealing mould. The mould has heating elements carefully temperature controlled and the mould descends to press the film onto the tubs.
The Sealed Tubs are then indexed underneath the Lid Denester.
A rotating Cylinder and suction cups take 3 lids from the bottom of the lid stacks and rotate to gently place the lids on top of the sealed tubs. At this stage the lids are not firmly pressed into place.
The tubs with loosely fitted lids are indexed under a pressing station to firmly place the lids into place.
A roller after this stage is the final assurance measure to make sure the lids are pressed firmly into place.
Finally, the filled tubs with lids are lifted from the conveyor where they are positively slid onto an awaiting finished product conveyor.
Filling and Sealing Machine Speed
The filling and sealing Speed of this three lane system is designed for up to 40 Tubs per minute. Less viscous product could be filled faster. Higher speeds are of course possible with wider equipment fitted with more lanes.
Our SealerOn fully automatic filler and heat sealer equipment calls for minimal operator intervention. Normally, operators only need re-supply packaging components simply by loading supply hoppers and also taking away completed cartons.
Be among our satisfied clients around the globe who are proud owners of SealerOn brand production machinery. Contact us today for your production requirements.
The MeRo 2KW Air Cooled unit is a reliable workhorse with standard features that many quote as confusingly priced options. It is what we call the medium priced high end machine.
The machine has a Motorised Height Adjustment, Missing Foil Detection, and Bottle Accumulation Detection. It also has an energy trasnferred reading for process validation. This unit can be supplied with a flat sealing head or an ADJUSTABLE WIDTH tunnel sealing head.
Really built in Europe(Italy); not simply assembled with Chinese circuit boards and parts and then sold as a western made machine.
The MeRo equipment comes from the MeRo family of power electronics that includes Coronatreater that go well beyond 75KW !!; so you can trust that you are dealing with equipment manufactured by a company that knows how to build and handle power electronics.
MeRo 2KW Air Cooled
Electrical and Mechanical Specifications*
Supply voltage 3×380 V. 50 Hz three-phase
MAXIMUM DRAWN POWER: 2,2 KVA
MAXIMUM OUTPUT POWER: 2 KW
WORKING FREQUENCY:30 – 50kHz
AMBIENT TEMPERATURE : 0°C..+40°C (-25°..+70° transport) (-25°..+55° storage)
Following frequent inquiries from smaller businesses, some start up companies, and testing labs looking for a reasonably priced induction machine, we have decided to make available a safe and affordable induction sealing unit.
Smaller businesses have low budgets in mind, but it doesn’t mean that they are ready to compromise machine safety and the integrity of their products. Regrettably, there are not too many good options available in the market. The majority of low cost induction sealing units do not present CE safety certification for LV and EMF.
Induction Machine CE Safety Certification for LV and EMF
The CE mark should be applied in order to legitimately market electrical and electronic products in the European Union (EU), but only after you have proven compliance with all applicable directives. Compliance is established by testing the applicable harmonized standards for the safety of electrical and electronic products in relation to the effects of electromagnetic fields (EMF) and EMC on the functional safety of equipment. CE marking requirements now include compliance with electromagnetic field and electromagnetic compatibility standards. Manufacturers must ensure that products already on the market comply. This is precisely the reason why almost all other low cost induction sealing units do not have this CE safety certification.
Safe Induction Machine Option
The conception of SealerOn100™ was brought about by this need to supply the market with a machine that is certified safe and efficient. Induction machines generate high current and high electromagnetic field to accomplish their tasks. The birth of SealerOn™-100 has filled a gap in the SealerOn™ range that has provided a dependable solution to higher throughput equipment our clients are familiar with and put their trust in.
Immediately after its initial launch, we were flooded by a large number of inquiries. The unit is fully serviceable and it is fashioned to have its main electronics replaced in under 5 minutes! Watch our video:
How Induction Sealing Takes Place
Induction sealing is a straightforward and simple process but an efficient way to seal bottles. The filling machines fill the bottles and are capped at some point. The plastic cap has an aluminium foil liner inside. Once the capped bottle passes under the induction sealing machine, which transmits electromagnetic energy to the foil liner, the liner becomes hot and welds itself to the neck of the container which remains in place even when the cap is removed. The aluminium foil provides a tight seal that helps prevent leakage, provides tamper evidence and can improve the shelf life of the product.
For small production run of sealing a few hundred units a day, SealerOn™-100 is a good solution. Highly recommended for:
smaller or start-ups businesses looking to introduce a new product in the market
ideal for laboratory testing and applications
a low cost backup measure for higher end induction equipment
When you have time to properly align the sealing head visually, the SealerOn™-100 can be supplied with just a sealing head or wand. To insure a steady and even sealing, it is essential that the sealing head is level and well centered. The option of a stand to hold the sealing head and a locating bracket that aligns the product under the sealing head is made available to eliminate alignment errors.
When looking into whether to use a pressure sensitive tamper evident seal or an induction seal it is a good idea to understand the core reasons behind applying tamper evident seals and induction seals to bottles and jars.
For induction sealing the key benefits from that type of seal include:
A visual tamper proof barrier showing the client the contents of this product have not been compromised.
An oxygen and moisture barrier, preserving the integrity and shelf life of products. For this reason alone induction seals are often referred to as freshness seals.
Eliminate leaks through caps. Often plastic caps are well tightened after their bottle has been filled, however temperature changes resulting in slight cap expansion and contraction and the vibration of transport result in caps loosening and product leaking, Eg. Often compromising significant portions of product shipment that become very difficult to retail if not impossible.
To provide a professional finish to the product showing the manufacturer cares about the above three major benefits of good product sealing.
For pressure sensitive sealing – sometimes called PS22 Wadding the key benefits from that type of seal are reduced:
A visual tamper evident barrier showing the client the contents of this product have probably not been compromised
To provide a professional finish that resembles the level of care used by manufacturers using induction sealing.
Pressure sensitive wadding is susceptible to someone that can come along and carefully peel such a liner partially off the neck of a bottle and then simply tighten the cap again to apply pressure and re-seal the bottle; no equipment or tools is required. In this way bottle sealing with pressure sensitive cap sealing is more visual than practical.
Pressure sensitive cap lining material usually has no foil barrier and therefore has little to no barrier properties to lengthen shelf life or preserve freshness. Being glue based, many liquid contents are not suitable for pressure sensitive or PS22 cap sealing.
So why do companies choose pressure sensitive sealing materials over induction foil sealing?
In some cases it is ignorance of the induction sealing process and in other cases it is the “poor man’s” version of a tamper evident seal.
Safe bench top induction machinery can start at USD$3500.00. Beware there are many hand held induction machines on offer for sub USD$1000 and manufacturers of that level of equipment refuse to provide safety certifications or advise that they do not “yet” have the certification.
An induction machine is not like a toaster or a kettle so beware of anyone offering toaster or kettle prices for induction sealing equipment. An induction machine deals with high currents and produces high levels of magnetic and electrical fields.
If you find a retail product on the shelf with a pressure sensitive seal be aware that while it looks like it is tamper proof it is at best only ‘tamper evident’. The company producing that product is taking the cheapest path to providing you with a look that resembles but in no way performs like an induction seal or a tamper proof seal.
A Tunnel Induction Sealing Head lets you seal caps where the foil sits a distance greater than say 4 mm from the top surface of the cap; This is often the case with twist top spouts, flip top lids, sports drink caps, sipper caps or shaker caps.
Induction sealing is a process where a coil in the shape of an elongated loop is used to generate a fast oscillating high magnetic field. This magnetic field can change poles as many as 100,000 times every second.
The magnetic field can travel through air and plastic. When the magnetic field meets a metal surface, the magnetic field “induces” a high oscillating current in that metal surface in a plane that is parallel to the coils that generated the magnetic field.
A magnetic field generated from a “point” dissipates with the cube of its distance from that point.
In general, the magnetic field of an induction sealing machine needs to be within 5mm or ¼ inch from the sealing foil to obtain meaningful production speeds.
There are a large range of caps that do not fit the standard flat top profile and present a problem to bring the magnetic field of the heat sealing equipment to within 5mm or ¼ inch from the sealing foil.
Thesespecialty caps need an adaption from a standard flat coil sealing head to a tunnel sealing head. The Coils are shaped to pass around the tunnel. The tunnel allows the protruding feature of the specialty caps to pass through the machine without lifting the plane of the magnetic field further away from the sealing foil within the bottle cap.
On the SealerOn website there is a youtube icon that will link you to videos showing SealerOn™ heat sealing or more accurately induction heat sealing using a tunnel sealing head.
Induction Sealing
The SealerOn™500 fitted with a sealing tunnel is capable of sealing at sealing speed up to 10 Meters per Minutes or 30 Feet per Minute depending on the cap and foil combination.
For faster induction sealing there is the MeRo adjustable tunnel sealing machines. These machines have the added and unique feature of having an adjustable width sealing head. Having an adjustable width enables higher concentrating and focussing of the induction field allowing for higher speed sealing. A MeRo 2Kw unit is capable of sealing at sealing speed up to 30 Meters per Minutes or 90 Feet per Minute depending on the cap and foil combination.
Efficient cap sealing means that less time is needed under the sealing head and hence higher production speed is possible.
A Flat profile sealing head will allow for a greater range of cap sizes and even allows for that Sealing head to be placed at an angle across the product’s path to achieve sealing of cap diameters that are even wider than the coil winding pattern within the sealing head. It is quite possible to have a Flat profile sealing head that can seal caps from 30mm to 110mm wide. The trade-off for the versatility of this profile sealing head on a heat sealing head is lower speed throughput and an inability to seal specialty caps.
As a result of many unknown variables which may significantly impact sealing results of an induction machine, an induction sealing process validation is highly advised.
The sealing machine could be bumped on a small angle, a slight height adjustment might have been made, large bottle height variations, and conveyor speed variations can all drastically impact the induction sealing results.
Visual Inspections Process Validation for Induction Sealing
For properly trained operators, this process can be the best of all; in particular when they are competent exactly how induction foils look like when they have obtained the precise conditions for a good seal.
Some things to look for include:
a) A Concentric heat pattern in the foil; when you hold the foil to some light source with the accurate position you should observe a smaller sized circle where material was not heat affected. This implies the seal has heated externally then inwards in an even pattern; therefore a good seal.
b) Overheating – there are numerous of aspects to point out if there have been overheating including visual discolouration of one or more layers of the induction foil, bubbling or creasing, a flattening of the bottle neck, melting of a backing resealing foam (if there are any).
c) Unequal heat sealing; associated in some ways to (a) above; a foil can look nicely sealed but an unequal heat seal can result in aspects of the seal being too tightly “welded” or very lightly welded and more likely to “pop loose with some pressure on the side walls of the bottle/container.
So long as you have operators in each shift that happen to be properly trained in the above areas to consider, then the “subjectivity” of a visual process validation is reduced and the validation will hold more benefit.
Should you have doubts that you’re going to always have operators properly trained or experienced enough to cover what exactly is required for a
Line Patrolman™ Process Validation for Induction Sealing
reliable visual process of validation for induction sealing then there is the straightforward option of a Linepatrolman™ which has no additional controls than a reset button.
This unit needs absolutely no programming and simply provides an built-in count of the energy seen by the testing cell moving about the same path as the products.
The Benefel site has a good animation of the Linepatrolman™
In this animation, the count gets up to “50”. If that reading worked for the last batch and was verified being a good reading by a very comprehensive visual assessment (as well as some leak screening), operators would look to obtain equivalent readings in next production runs of the same product.
Many organisations need an induction sealing measurement since the whole process is a time and position dependent. When there is speed variance as the product passes through the induction machine the outcome is likewise different. For an operator a 10% alteration of the speed of a product conveyor may not be found. To an operator a 1mm height adjustment of the sealing head most likely is not noticed or a 5 degree angle difference in guide rails could possibly be missed. The induction sealing setting on the induction sealing machine may not have changed at all, but the sealing effects would have changed considerably!
The Line Patrolman™ is a unique process validation device that can pick up changes in energy transfer in what may seem like an identical set-up to the last time an induction machine has been operated. This eliminates guess work on the energy transfer and give confidence that the machine is set to the ideal settings.
To understand this question of the sealing head shape we must first understand how an induction seal is achieved.
The sealing head is the part of the machine that is placed over the path of the product cap/lid. Within the sealing head is usually long oval shaped coils of thick wire that carry high current that changes direction many thousands of times a second. This creates a magnetic field at right angles to the coil that also changes direction many thousands of times a second. The magnetic field can travel through air and plastic but it does get weaker as it travels away from the coils that generated the magnetic field. When the magnetic field comes across metal, it will act to generate current in the metal.
Induction Machine Sealing Head
In the case of the heat sealing machine, it waits for a product that has a metal laminated foil in its cap. The magnetic field from the sealing head acts to generate current in the laminated foil and the laminated foil gets hot. Laminated to the foil is a layer that will melt or become “wet” with heat. When the product has completely passed from under the induction machine the foil will begin to cool and the layer that became “wet” will set to bond the laminated foil across the opening of the product.
From the above “theory” it can be understood that the sealing of a bottle or product using induction machines will depend on how long the product is under the magnetic field and how close it gets to that origins of the magnetic field.
There are two distinct shapes of sealing heads for cap sealers being Flat profile and Tunnel profile sealing heads.
The Flat profile sealing head is suitable for “Standard Flat Caps” . A “Flat Cap”, generally speaking, refers to a cap where the plane of the induction liner is within 4.0 mm of the plane of the Cap’s top surface.
The Tunnel profile sealing head is suitable for “Specialty Caps”. A Tunnel Induction Sealing Head lets you seal caps where the foil sits a distance greater than say 4 mm from the top surface of the cap; this is often the case with twist top spouts, flip top lids, sports drink caps, sipper caps or shaker caps.
The Tunnel sealing head concentrates the magnetic field to an area within the tunnel profile and hence provides stronger magnetic fields over a generally smaller width path for the products passing underneath. A Tunnel sealing head also allows the coils within the sealing head to have a path lower than the top of the product caps. This brings the magnetic field closer to the plane of the foil within “specialty caps”. The drawback to this Tunnel profile sealing head is that it is usually not very good for large caps and it does limit the range of cap sizes that can be efficiently sealed. There is a small exception to this rule with the MeRo™ brand induction sealer with an adjustable width tunnel profile. This machine can typically cater for a range of specialty caps with an adjustment of 30mm which would mean a typical cap diameter range of 30mm to 60mm could be very efficiently sealed.
Efficient cap sealing means that less time is needed under the sealing head and hence higher production speed is possible.
A Flat profile sealing head will allow for a greater range of cap sizes and even allows for that Sealing head to be placed at an angle across the product’s path to achieve sealing of cap diameters that are even wider than the coil winding pattern within the sealing head. It is quite possible to have a Flat profile sealing head that can seal caps from 30mm to 110mm wide. The trade-off for the versatility of this profile sealing head on a heat sealing head is lower speed throughput and an inability to seal specialty caps.
Often there are clients packaging a “pure” product which they are packaging in Glass.
The problem they face is that they are having leaking issues and also want some tamper evidence or freshness seal. In the case of dry products like capsules or powders there are some good options. Take for example coffee which is often packed in glass and has a foil freshness heat seal across the opening of the Jar.
In the case of wet and oily products the Induction Sealing option is not available. The heat sealing process in induction sealing relies on a layer of material laminated to the foil becoming “wet” when it is heated and then setting or drying when the foil cools down. In the case of plastics bottles this sealing layer is usually a plastic based sealing layer that “melts” into the existing plastic of the container. For glass with very high melt temperatures the sealing layer never gets anywhere near hot enough to “melt” into the glass so this sealing layer is usually adhesive based. Wet products and oily products tend to seep into this seal after the sealing process, eventually weakening or neutralising the adhesive and breaking the seal.
Another hurdle to get past with glass jars is that more often than not they are designed or supplied with metal caps. The induction sealing process relies on an uninterrupted magnetic field to work on the foil layer of an induction seal to heat that seal. Metal caps or closures interrupt the seal and the metal cap tends to absorb the heat sealing energy before the induction material receives this energy.
While often it is environmental or health based products packed into glass, ironically these manufactures are making a much larger impact on the environment in using glass packaging than their counterparts using PET packaging.
We will not enter into the argument about whether Glass or Plastic is best to package products but rather we will focus on the limitations lifted on induction sealing when using plastic packaging with plastic lids.
There are many products that transition from glass to plastic and are using plastic packs that look like glass yet still have metal lids. These products can be induction sealed using Capless induction sealing. This is a process where the open filled product passed under a sealing head that first cuts a disc of sealing foil, locates that sealing foil over the products opening and then heat seals that foil to the container. After this sealing machine process the package has its metal cap put in place.
More recently plastic packs that look like glass packs are now having screw on sections enabling the development and application of plastic caps. It is the combination of a plastic bottle and a plastic cap that best lend themselves to the induction sealing machine process.
For the pure products market that simply must have their product in glass ,not all hope is lost for induction sealing as development of adhesives for the induction sealing layer that are suitable for glass and resistant to wet and oily products is still taking place. There are definitely some glass sealing foils that perform better than others and the best way to know if your product will suit will be via trials. The longer you can conduct your trials and the more varied conditions, such as temperature ranges and pressure ranges the more certain you can be that the induction sealing process is suited to your application.
Often found yet still rarely realized, inside of many high quality container caps is a material that was placed into the cap prior to the cap being applied on the container or jar.
Sometimes, the end user discover this material.They ask themselves what is the goal of that seal and just how was it put in place? To the astonishment of many, that security seal or freshness seal was put in place with the aid of the cap or lid itself.
Single Piece and two Piece Cap Liners
Individual Piece Cap Liners
Several bottled goods are smaller packs where their contents are required being consumed or used as soon as they are opened. The buyer is not
Cap Liners
anticipated to reclose this product or keep product within the container and this kind of product packaging is referred to as one time use packaging. The expected purpose of the lining material or sealing material, in such cases, would be to provide tamper evidence as a protection up until it is opened up. Induction sealing is realized with the aid of single piece materials welded to the peak rim of the jar. Any time you open up a product like this you will observe the aluminium foil across the top of the bottle and when you look into the cap or lid there will not be any other material left from the cap.
2 Piece Cap Liners
Other bottled products and bigger packs usually are not likely to be totally consumed once they are opened. The end user of the product is quite likely going to reclose and store the bottle or container, and thus there is a requirement for a cap the reseals effectively.
As soon as the induction seal has been taken away, there really should still be a material that could result in “friction seal” after the package is closed again. Normally, this is achieved with compressible laminated foam that is around 1 to 2 mm thick.
The soft quality of the foam permit compression as the cap or lid is tightened on the bottle or container. This offers the sort of friction fit tightness which can be kept regardless if the cap or lid is not screwed to its highest possible pressure. Although it is not as effective as a heat induction welded foil, the foam cap inserts supply a resealable seal, permitting the cap or lid can be removed and then replaced and tightened to create a high integrity seal.
Larger sized juice bottles frequently have both a foil lining material and a independent foam lining material. Freshness assurance is justified by the foil while the foam liner provide the resealable capability. For the duration of heat sealing process, the foam element ensures even contact of the foil layer.
When the bottle caps turn loosened while transporting or expand and contract due to temperature or perhaps failed to properly apply, in any case the merchandise integrity and packaging is damaged. With the application of the foil seal on the top of the container, spillage and spoilage are a uncommon occurrence regardless if the caps become loose.
What is the difference between a heat sealing machine and an induction sealing machine? This paper examines the difference in the case of an automated line.
Often, clients new to packaging approach Benefel asking for heat sealing equipment to seal their product without realising that this older, less sophisticated method of sealing a product is not what they really want. In terms of machine versatility, pricing, safety and set up nearly all these clients are better served using induction seal machinery.
Below are some key differences in the sealing machinery and sealing process:
Heat sealing machinery disadvantages:
Products are sealed without their cap or lid in place.
Product handling is more complicated when automated as the products need to be transported, without spillage, in the sealing machine using cups or turrets in open containers.
Machinery is more dedicated to specific sizes of containers, given the complexity of transporting open containers.
Versatility of heat sealing machinery is limited and requires significant change parts if a different size or shape container is to be sealed using the same machine.
There is a physical source of heat that comes into contact with the container to melt the seal in place.
The machinery is often rotary in nature increasing the size and cost of equipment compared to induction sealing machinery.
The process cannot be started instantly as the physical sealing heat required needs the sealing element(s) to reach temperature.
Physical handling of the product means the machine has many more service and set up issues compared to the induction sealing process where there is no physical contact.
Heat sealing requires a larger sealing surface to work well; for instance if you look at a Yoghurt tub you will see the packaging is designed with a turned out flat rim to accept the heat sealing foil.
Heat sealing machine advantages:
The sealing material per unit is usually less than induction sealing material.
Products can be sealed without a lid or cap. Note there are Capless induction sealing machines but they are not so common and are usually more expensive.
You can visually inspect each seal as there is no cap or lid covering the seal during the sealing process.
Very low cost plastic seals (without a metal foil layer) can be used. This is a big advantage when the primary reasons for sealing do not include moisture and oxygen barrier requirements.
Larger diameter jobs beyond 70mm will use a large amount of sealing material per item and hence the availability of lower cost sealing films becomes a more significant advantage for heat sealing.
To list the induction machine advantages and disadvantages would be to simply reverse the above mentioned factors. Nevertheless the benefits of induction sealing can be summarised below:
Induction machines have a smaller machine foot print
Induction machines are lower priced
Induction machines do not need to touch or handle the product
Induction machines are simpler and safer to operate having no physical source of heat
Induction machines are versatile and can handle many different shapes and sizes of containers.
Induction machines can be powered on and ready for production nearly instantly.
Induction machines are much faster to adjust and set up for different jobs.
Induction machines are far easier to move from one production line to another as they can simply be wheeled into place over an existing section of conveyor.
There are companies that are dedicated to converting old heat sealing machines over to induction sealing machines, whereas the reverse case does not exist pointing to the generally accepted opinion that when you need to seal a Jar or bottle the most likely method will be with an induction seal.
There is still a place for heat sealing usually limited to applications where the sealing diameter is more than 70mm and the volumes of the same size product are very large and changeover of sizes and shapes is not required. The other main application for heat sealing will be where the product has no lid or cover and the sealing film is what is relied upon to complete the package.
Often machine suppliers refer to a label applicator as a labeling system. There are good reason for this as this type of machine essentially comprises of systems with functions that work together to achieve accurate labeling.
Functions on a label applicator include the control of the products and the control of the labels:
Product Control functions can include:
Moving
Aligning
Spacing
Spinning
Capturing
Speed Matching
Detection
To achieve these product control functions the sub systems of the labeling machine can include:
A Product Conveyor
Guide Rails
Product Spacers or Scrolls
Aligning Chains
Overhead Clamp Down Conveyors
Wrap Conveyors
Pneumatic Capture Devices
Label Control functions can include:
Label Monitoring (For missing labels or for End of label rolls)
Visual label verification
Starting the label feed (Here a system is waiting for a signal to advise of the presence of a product)
Accelerating the label
Speed Matching the label
Wiping
Pressing
Gap Sensing
Decelerating the label
Stopping the label
Stamping or marking the label
Backing Paper Rewind
Zero Down Time label head management
To achieve these label control functions the sub systems of the labeling machine can include:
A Label Head fitted with Sensors
Product Sensors
Label Sensors
Visual recognition
Machine Controls and settings
Brushes, Rollers, Clamps or Wipers
Batch Coders
Power Feed modules that hold extra-large rolls of labels and provide a loose loop of labels for the label heads
A Labeling System is only as good as the way it is designed to function as a whole. With so many different functions and subsystems a well thought out system will have centralised, minimised, synchronised machine settings. The ideal labeling machine should be a bit like an advanced SLR camera with Automatic mode. There are so many variables with labeling products that at times it will be useful to call upon some “manual settings”.
LabelOn™ offer two levels of labeling systems.
The LabelOn™ Basic is for the very budget conscious looking for quality entry-level labeling equipment.
Continuing the camera analogy, this level of equipment is like having a good quality automatic companct camera.
The LabelOn™ Basic is also a good option for those with less product change-overs. There is a compact range of core quality sub-systems available to configure this range of equipment.
The LabelOn™ Modular is the advanced SLR camera of the Label applicator world with incredible label focus (accuracy), precise automatic settings and advanced manual settings.
The LabelOn™ Modular offers an advanced and beautifully integrated combination of sub-systems enabling a very well-priced and tailored label applicator machine to be configured to a large range of jobs.
This level of labeling equipment is designed for versatility and quick change-overs that are facilitated by clear reference markings, rulers and memorised machine settings.
The electronics layout and the mechanical layout along with the readily available records are designed for both local and remote technical and service support.
The LabelOn™ Basic Top and Bottom Label Applicator Range incorporate advanced, and sophisticated label dispensing system with user-friendly interface and easy to use adjustments. Virtually maintenance free, they are easy to change label application height, thus saving valuable time and achieve higher production capacity.
The LabelOn™ Basic range has models that can label one or two panels of a flat bottom/top product from above and below. Also an Overhead Conveyor can be added to help stabilise the product during conveyor transfer.
LabelOn™ Basic Top and Bottom Label Applicator Picture









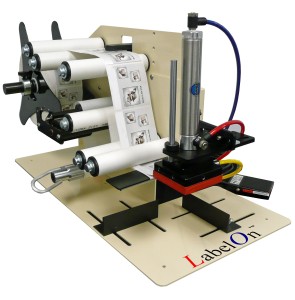



























 Round Bottles
Round Bottles Flat Products
Flat Products Oval Bottles
Oval Bottles